
For years, GMBU has been developing measurement methods for the detection of AE that occur in lubricated tribocontacts (e.g. in bearings and tooth flanks) as well as during cavitation in pumps, turbines and turbomachinery.
The recording of acoustic emissions (AE) enables the detection of wear processes in machines at a very early stage of damage development. This offers the opportunity to develop concepts for condition monitoring and predictive maintenance.
VIBRATION PATHWAYS
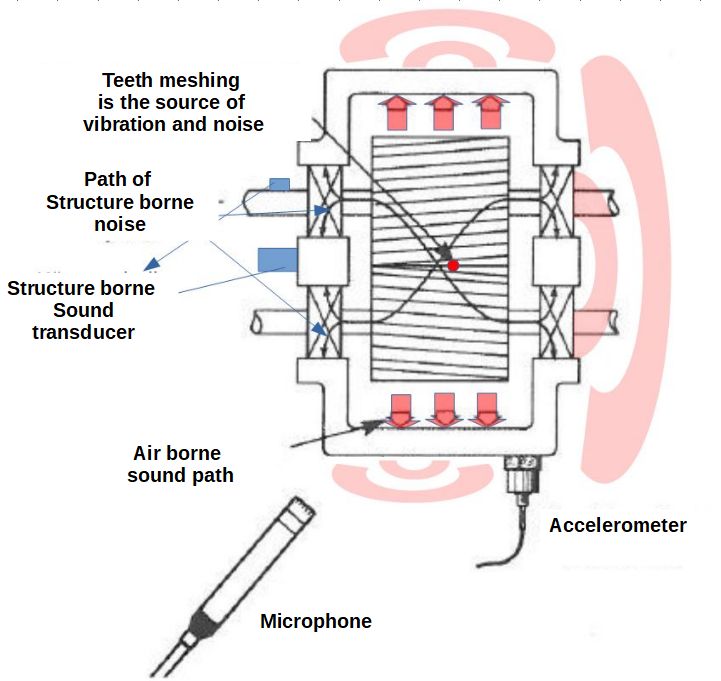
AE propagate from the point of origin, such as the meshing of tooth flanks or the rolling over of rolling bearing bodies via stationary and rotating machine elements (bearing rings, shafts) to the surface of the machine housing.
This enables the non-invasive detection of AE signals by mounting structure-borne noise sensors on the outside of the machine housing. The closer the sensor is mounted to the point of origin, the more precise the diagnosis can be. For large machines in particular, it is advisable to mount AE sensors as close as possible to the machine element under test.
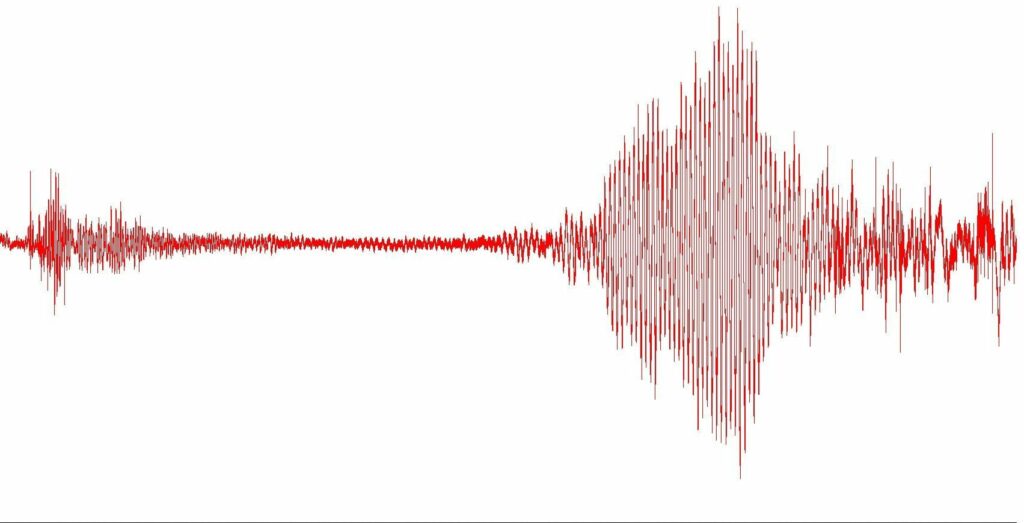
SIGNAL ANALYSIS IN REAL WORLD APPLICATIONS
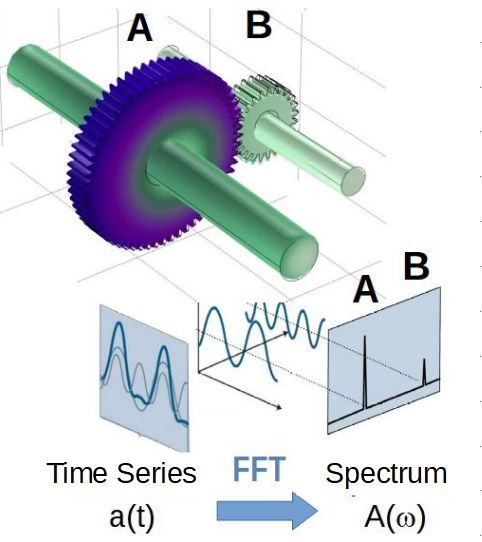
The basis for the signal evaluation (FFT) is the broadband recording of the vibration signals (Hz to MHz) and the analysis in spectrograms. Using rotational spees, the frequencies of tooth meshing and the rollover frequencies can be identified.
Analysing the resulting signals modulations at high frequencies (MHz) provides information on the breakdown of lubricating film or the implosion of cavitation bubble clouds on rotating pump and turbine blades.
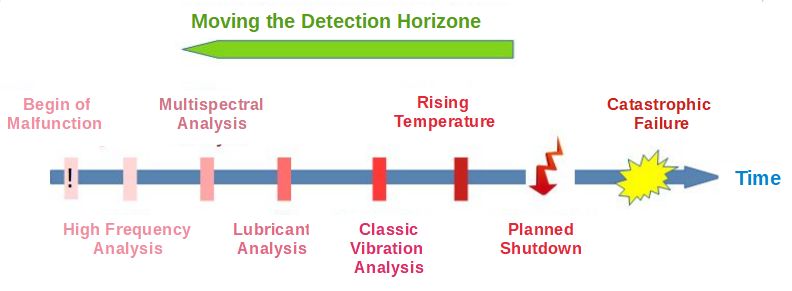
FROM CONDITION DIAGNOSES TO PREDICTIVE MAINTENANCE
The high-frequency AE analysis extends the established methods of classic vibration analysis. The sensitive method shifts the temporal detection threshold for the occurrence of the first error-relevant signals far forward [1]. This is a major advantage over classic vibration analysis (accelerometer).
The AE based vibration analysis therefore offers the option of monitoring the development of damage at the earliest possible stage.
With the development of powerful AE sensors, the transition from condition diagnosis to condition prognosis and thus to predictive maintenance based on AE signals is becoming tangible.
[1] Watson, M. et al. A comprehensive high frequency vibration monitoring system for incipient fault detection and isolation of gears, bearings and shafts/couplings in turbine engines and accessories, Proc. Of GT 2007, ASME Turbo Expo 2007, May 14-17, Montreal, Canada.